



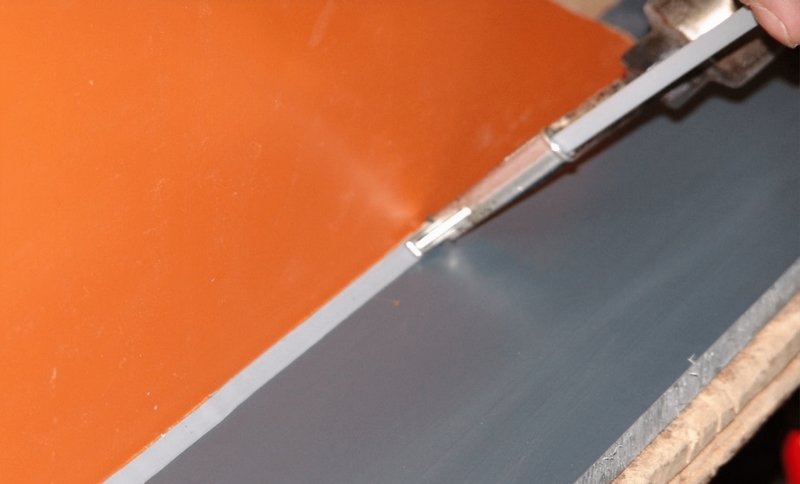
1. Le pointage est une opération nécessaire pour obtenir une bonne soudure. Cet assemblage à chaud sans apport de matière permet de boucher les espaces entre les éléments et de les fixer légèrement avant de les souder.

2. La soudure se fait avec un bec approprié. La matière d’apport est une baguette triangulaire. L’air à plus de 300°C produit par l’appareil chauffe simultanément la face inférieure de la baguette et la face supérieure du support.

3. La pression exercée sur la baguette et le bec à souder crée une pression suffisante sur le bec à souder pour obtenir une excellente adhérence. La couleur orange ou grise du PVC ne joue pas de rôle pour la soudure car il s'agit de la même matière avec simplement un colorant différent.
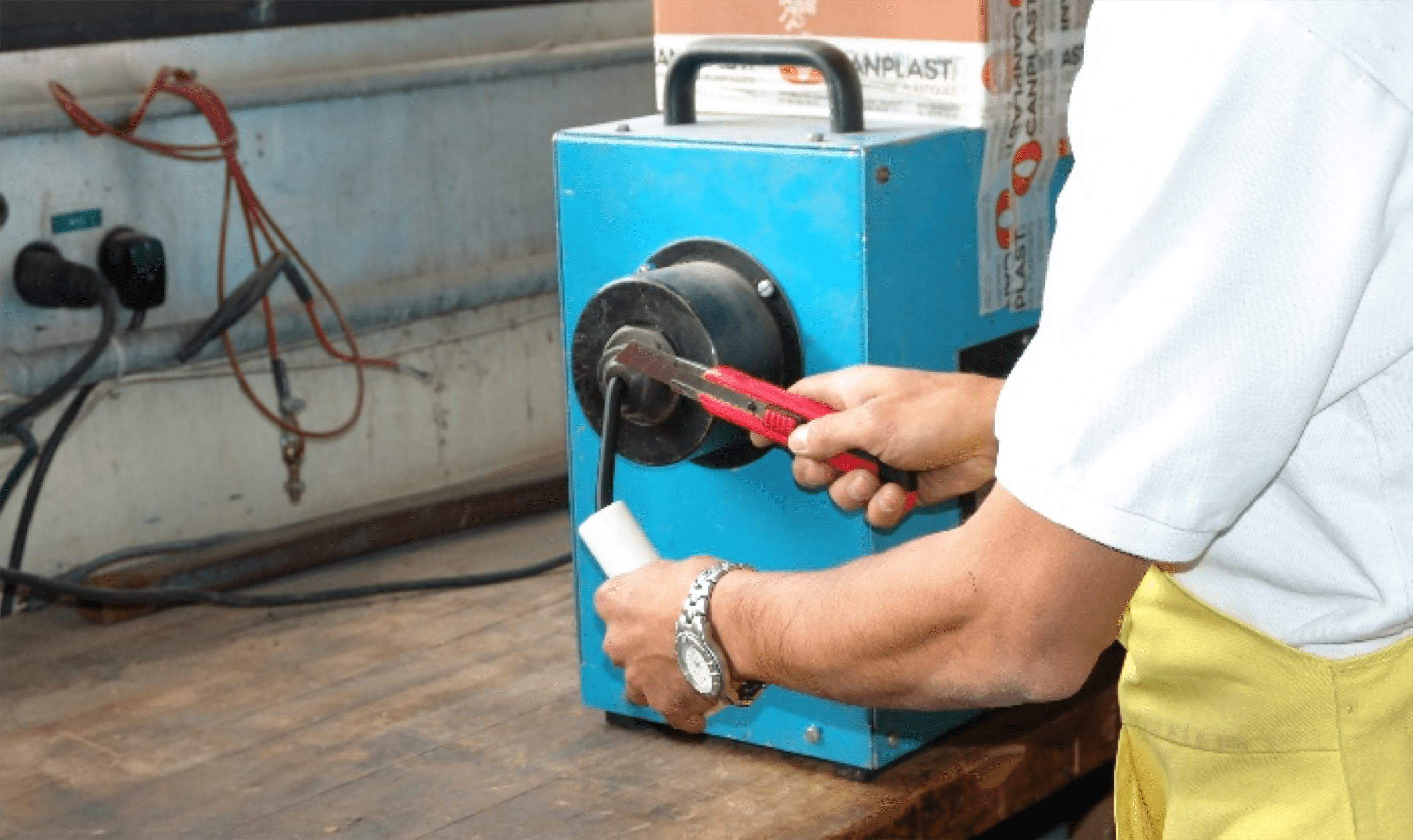
1. La matière première se présente sous forme de granulé de PE (polyéthylène). Elle est placée dans le silo qui est disposé sur l’extrudeuse.

2. L’ouvrier chauffe à l’aide d’un « foehn » les éléments déjà pointés. Son expérience lui permet de tester la température du support en appuyant une pointe métallique sur la matière qui se ramollit en fonction de la chaleur.

3. L’extrudeuse chauffe la matière d’apport à une température de 220°C environ et la propulse en forme de saucisse par une buse de diamètre variable. L’ouvrier trans-porte ce cordon de soudure à l’intérieur d’un tuyau en Teflon et l’applique sur le support.
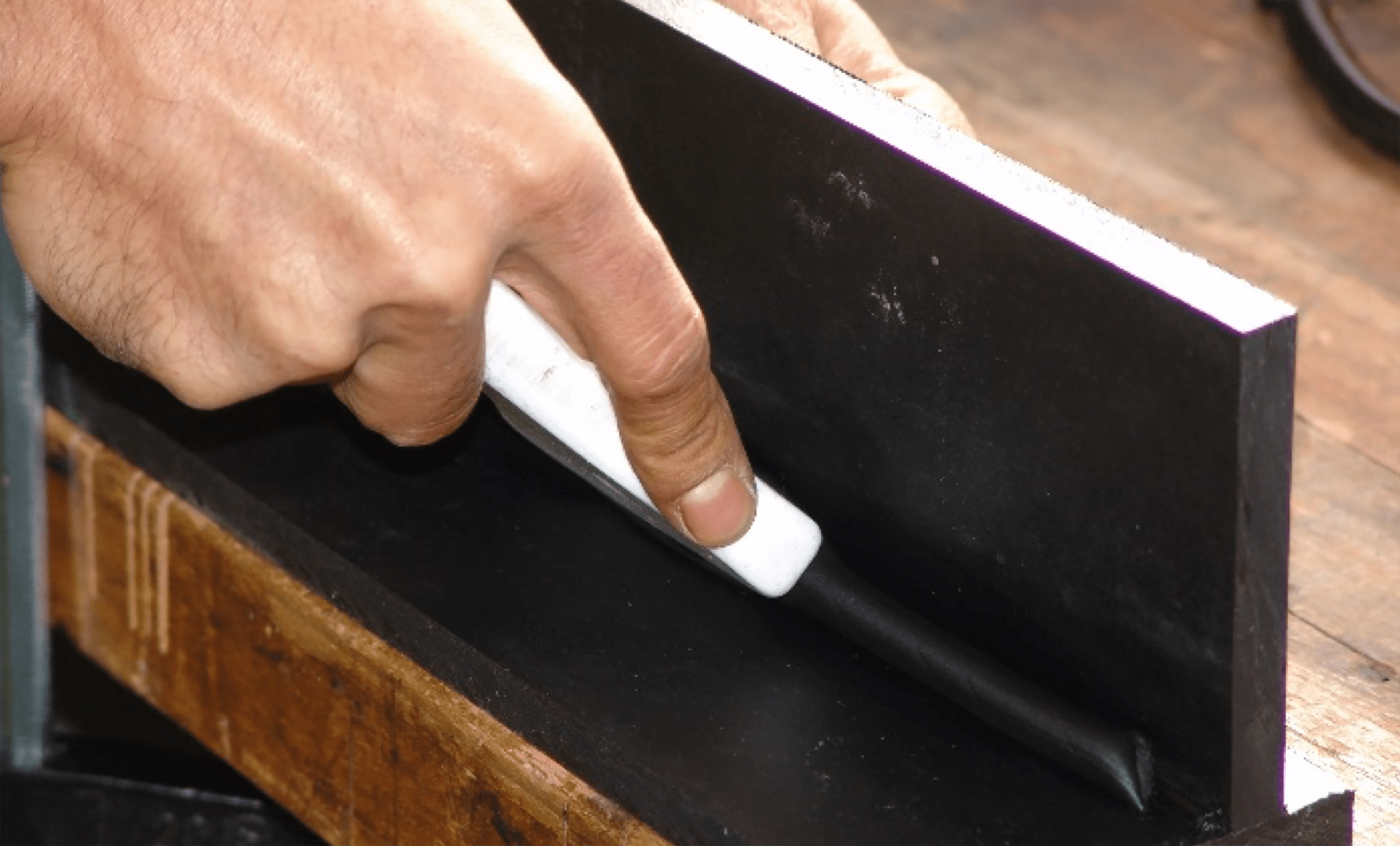
4. Pour tous les types de soudures en matières plastiques, il est important que la température du support et de la matière d’apport soient identiques et que la pression de contact soit respectée. Pour cela, on écrase la soudure avec une spatule en Teflon.
1. Ce pistolet-extrudeur est utilisé pour la soudure du PE (polyéthylène) et du PP (polypropylène). Il est alimenté en matière première par un fil de 4 ou 5 mm de diamètre. La matière, chauffée entre 200 et 220°C, est propulsée à travers l’appareil par une vis sans fin. Un appareil du même genre est conçu spécialement pour la soudure du PVC.
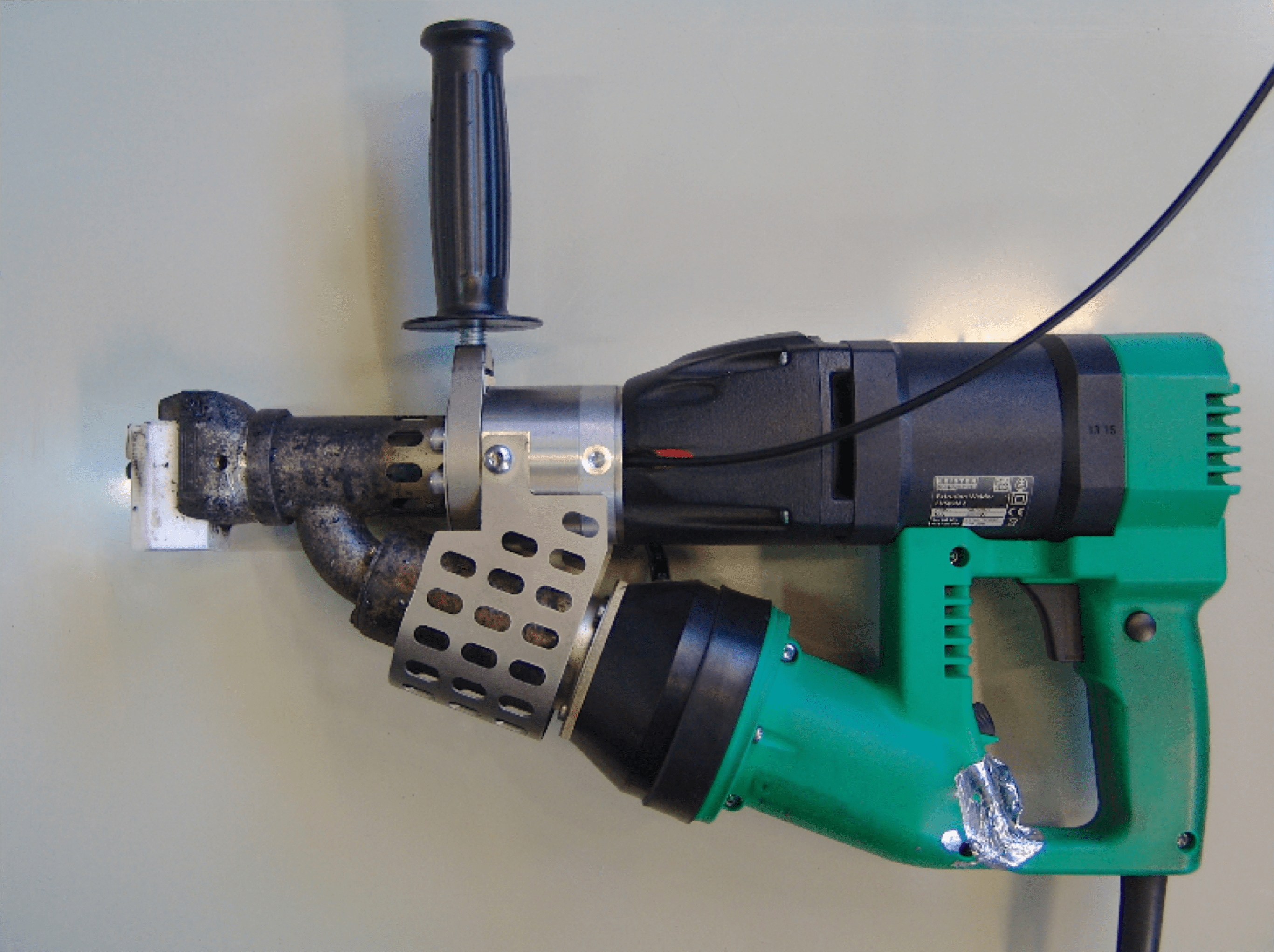
2. Le pointage, décrit dans ‘Soudure du PVC’, est nécessaire aussi bien pour le PE et le PP que pour le PVC. Pour le PE et le PP, un grattage de surface est indispensable avant le soudage.
Les éléments à souder sont chauffés par une buse à air chaud située à l’avant de la pointe du pistolet. Le sabot en Teflon situé à l’arrière à la pointe du pistolet est façonné selon la forme et la dimension du cordon de soudure souhaité.

3. Soudure d’un fond de chambre en PE avec un pistolet-extrudeur. Pour souder dans des espaces confinés, il faut se référer à « Soudure du PE avec l’extrudeuse Haering© »
