- Proprietà delle materie plastiche
- Comportamenti e resistenze
- Normalizzazione
- Assemblaggio
- Messa in opera
- Ecologia
- I principali errori di posa da non commettere
Canplast ha commercializzato i tubi in PVC nel 1964, in PE nel 1980 e in PP nel 2005.
Materie prime
Il polietilene (PE) e il polipropilene (PP) sono prodotti a partire da derivati del petrolio.
Il PVC è prodotto a partire da sale per il 57% e da derivati del petrolio per il 43%. Il PVC è dunque più economico in termini di risorse fossili.
Masse volumiche
Valori medi:
| PVC: 1'400 kg/m3 | PE: 950 kg/m3 | PP-HM: 900 kg/m3 |
Moduli di elasticità
Il comportamento a lungo termine è migliore per il PVC.
| PE | PP | PVC | |
| Modulo di elasticità (valore per 1 minuto) |
1'000 N/mm2 | 1'250 N/mm2 1'700 N/mm2 * 2'800 N/mm2 ** |
3'000 N/mm2 |
| Modulo di elasticità (valore a lungo termine) |
250 N/mm2 | 300 N/mm2 425 N/mm2 * 700 N/mm2 ** |
1'500 N/mm2 |
| Variazione in % Lungo termine/breve termine |
75% di perdita | 75% di perdita | 50% di perdita |
* per i tubi in PP ad alto modulo di elasticità (PP-HM)
** per i tubi multistrato rinforzati con materie minerali
Rugosità
I tubi in PVC, PP e PE hanno una bassissima rugosità. È importante che i pozzetti abbiano qualità identiche a quelle dei tubi. Ciò impedisce i depositi, riduce i costi di manutenzione e facilita la pulizia. In diversi anni di esperienza, ci siamo resi conto che la qualità delle superfici rimane invariata.

Temperature di servizio
A condizione che i vincoli meccanici non siano eccessivi, i tubi in materie plastiche sono resistenti a usi non continui alle seguenti temperature:
| PVC: 40 °C | PE: 60 °C | PP: 80 °C |
Coefficienti di dilatazione termica
Valori medi:
| PVC: 0,08 mm/m.°K | PE: 0,2 mm/m.°K | PP: 0,14 mm/m.°K |
I coefficienti di dilatazione termica riportati qui sopra indicano di quanti millimetri si allunga o si restringe un tubo di un metro di lunghezza quando la temperatura varia più o meno di 1 grado Celsius o Kelvin.
Per la posa di canalizzazioni aeree, è molto importante tenere conto delle dilatazioni e del posizionamento dei punti fissi. Per le canalizzazioni interrate, con bicchieri d’incastro, non bisogna trascurare gli effetti del sole e le variazioni di temperatura tra il giorno e la notte. In particolare per il PE.
Comportamento al fuoco
Il PVC rigido si consuma con difficoltà. È autoestinguente. In caso di incendio, PVC rilascia gas cloridrico. Si consiglia di utilizzare i tubi in PVC in aree interrate o rivestite di calcestruzzo.
Il PE e il PP sono infiammabili.
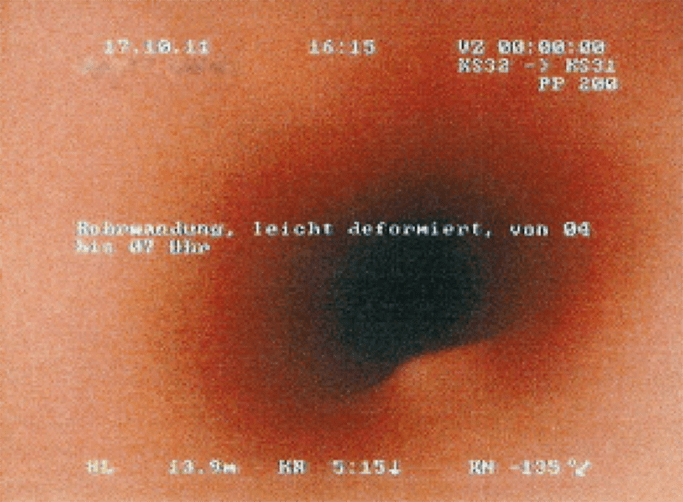
Deformazione sotto carico
Il comportamento dei tubi in PVC in caso di scorrimento viscoso è molto buono. Per questo materiale, non è necessario rinforzare la struttura con anelli in acciaio inossidabile al momento della posa dei raccordi Straub© o delle guarnizioni per passaggi murale. Il comportamento dei tubi in PE in caso di scorrimento viscoso è cattivo. Per questo materiale, è necessario rinforzare la struttura con anelli in acciaio inossidabile al momento della posa dei raccordi Straub© o delle guarnizioni per passaggi murale. Il comportamento dei tubi in PP-HM in caso di scorrimento viscoso è medio. Per questo materiale, si consiglia di rinforzare la struttura con anelli in acciaio inossidabile al momento della posa dei raccordi Straub© o delle guarnizioni per passaggi murale su tubi a bassa rigidità.
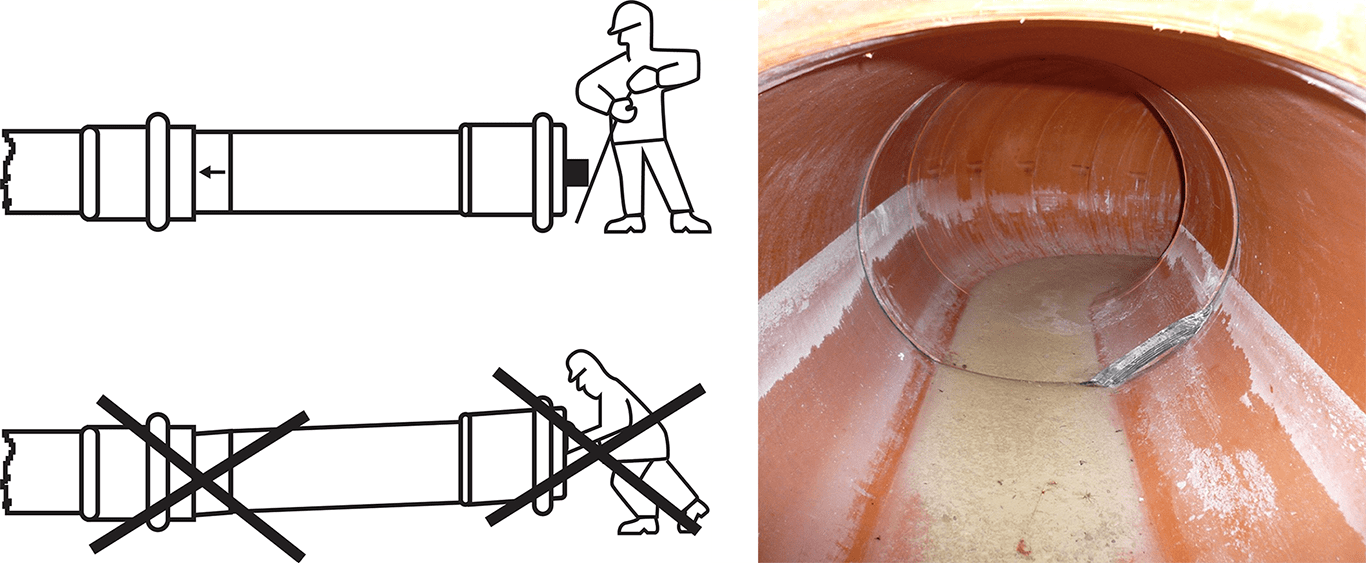
Deformazioni alle estremità
Al momento dell’estrusione di un tubo e più in particolare durante il suo raffreddamento, si creano tensioni interne nel materiale. Quando si taglia un tubo, il diametro diminuisce all’estremità. Questo fenomeno è molto marcato per il polietilene, mediamente marcato per il polipropilene ad alto modulo e leggermente visibile per il PVC. Devono prendersi precauzioni per il PE e PP-HM al momento della posa dei raccordi Straub©.

Resistenza agli urti
Generalmente, i tubi in PVC, PP e PE hanno una resistenza agli urti che diminuisce con l’abbassamento della temperatura. Il PE è il prodotto che resiste meglio agli urti, seguito dal PP e dal PVC compatto.
Il PVC strutturato è molto più fragile del PVC compatto. Per maggiori dettagli, vedere "Canalizzazioni in PVC con bicchiere d’incastro e raccordo con guarnizione in caucciù".
Resistenza chimica
I tubi in PVC, PP e PE hanno buona resistenza chimica. Sono molto apprezzati per la realizzazione di reti di acque sporche. Per i casi speciali con acque industriali, è necessario conoscere la natura dei liquidi trasportati, nonché la loro concentrazione e temperatura. Deve essere presa in considerazione anche la resistenza chimica delle guarnizioni.
Resistenza ai raggi UV
I tubi in PE sono i più resistenti ai raggi UV, a condizione che siano neri. I tubi in PE di altri colori sono meno resistenti ai raggi UV.
I tubi in PVC si sbiancano quando esposti ai raggi del sole. La colorazione dei tubi in PVC viene attaccata dai raggi UV. Questo fenomeno è molto superficiale e praticamente non influenza la resistenza del tubo.
Le norme europee (EN)
Le principali norme relative ai tubi in PVC, PP e PE sono :
SN EN 1401 : PVC compatto per collettori interrati senza pressione
SN EN 1852 : PP compatto per collettori interrati senza pressione
SN EN 12666 : PE compatto per collettori interrati senza pressione
SN IN 13476 : PVC, PP e PE strutturati per collettori interrati senza pressione
La classe di rigidità
La classe di rigidità anulare SN (precedentemente CR) dipende dal modulo di elasticità del materiale, dell’inerzia della parete del tubo e dal diametro medio del tubo. La rigidità è espressa in kN/m2.
Le rigidità più comuni sono :
PVC : SN 2, SN 4, SN 8, e SN 0,5 per alcuni grandi diametri da cementare
PE : SN 2, SN 4, SN 8
PP : SN 4, SN 8, SN 12, SN 16

Se si ha bisogno di tubi più rigidi, si possono utilizzare i tubi a "pressione".
La scelta della rigidità è basata sull’altezza della copertura e sui carichi di traffico.
Le serie di tubi
La teoria è valida per tutti i tipi di tubi in plastica.
Esempio: PVC SN 2
Vecchia normalizzazione con denominazione "S25": La vecchia normalizzazione esprimeva il rapporto tra il raggio medio e lo spessore della parete del tubo.
Nuova normalizzazione con denominazione "SDR 51": La normalizzazione attuale esprime il rapporto tra il diametro esterno e lo spessore della parete del tubo.

Differenze tra tubi compatti e tubi strutturati
Le norme che regolano i tubi compatti sono più severe rispetto a quelle che regolano i tubi strutturati, in particolare per quanto riguarda la resistenza agli urti. Ciò significa che la qualità dei tubi compatti è nettamente superiore a quella dei tubi strutturati.
La norma EN 13476 comprende tutti i tubi in PVC, PE e PP che sono strutturati. In questa categoria di tubi, l’obiettivo è quello di risparmiare materiale, senza ridurre l’inerzia della parete del tubo. Attenzione ! Secondo la norma EN 13476, la rigidità anulare non può essere inferiore a SN 4. In Svizzera, molti tubi in PVC strutturato vengono venduti con una rigidità SN2 che non è a norma.
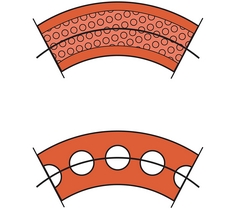
Per i tubi in PVC, il risparmio può essere realizzato in due modi diversi. Il più comune è quello di produrre il tubo in tre strati con il cuore in schiuma di PVC. L’altro metodo è quello di creare alveoli longitudinali.
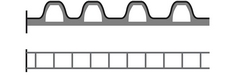
Per i tubi in PE e PP, il risparmio è spesso realizzato grazie a una struttura anulare cava. Il lato interno del tubo è liscio. Il lato esterno del tubo è ondulato o liscio, a seconda della modalità di fabbricazione.
Attenzione ! I tubi corrugati sono fabbricati secondo due normalizzazioni differenti. DN-OD significa che il Ø nominale corrisponde al Ø esterno. DN-ID significa che il Ø nominale corrisponde al Ø interno. A causa del grande spessore della parete del tubo, la variazione di sezione idraulica è importante.

Assemblaggio mediante incollatura
Solo il PVC è progettato per eseguire assemblaggi incollati.
La superficie di contatto deve essere sufficiente per garantire un buon risultato. Dove essere pulita e secca.
L’incollatura è difficile da realizzare a basse temperature e in presenza di elevata umidità.
Assemblaggi saldati
È possibile assemblare mediante saldatura solo materiali della stessa natura. Ad esempio, non è possibile saldare un elemento in PVC su PE. Il colore del materiale non è un ostacolo alla qualità della saldatura.
Per effettuare lavori di saldatura su materie plastiche differenti, è essenziale proteggere l’elemento da saldare contro la pioggia, il gelo e il vento, se quest’ultimo è forte e freddo.
Tipi di saldatura
Esistono diversi tipi di saldature. Tra le molte tecniche disponibili, le più utilizzate nel settore delle costruzioni sono:
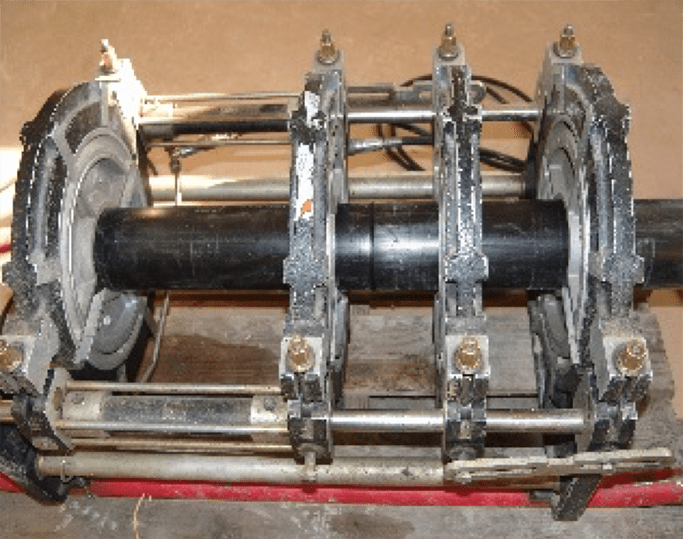
- La saldatura a specchio, chiamata anche polifusione o saldatura testa a testa
- La saldatura con manicotto elettrosaldabile
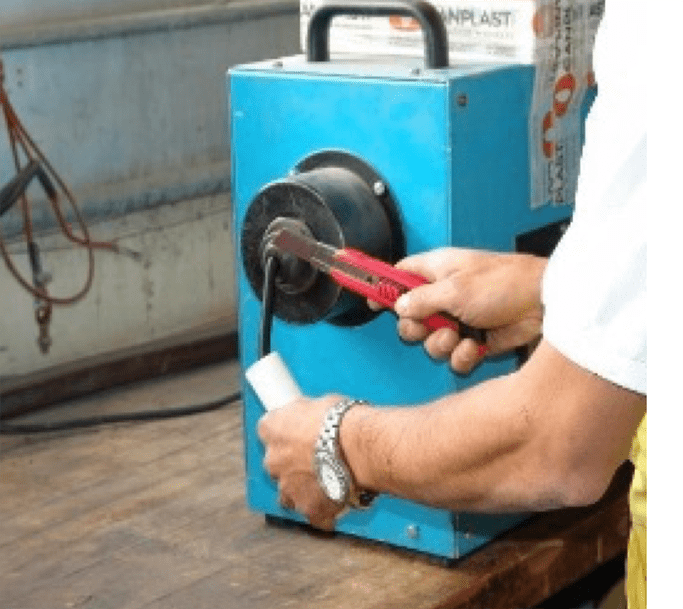
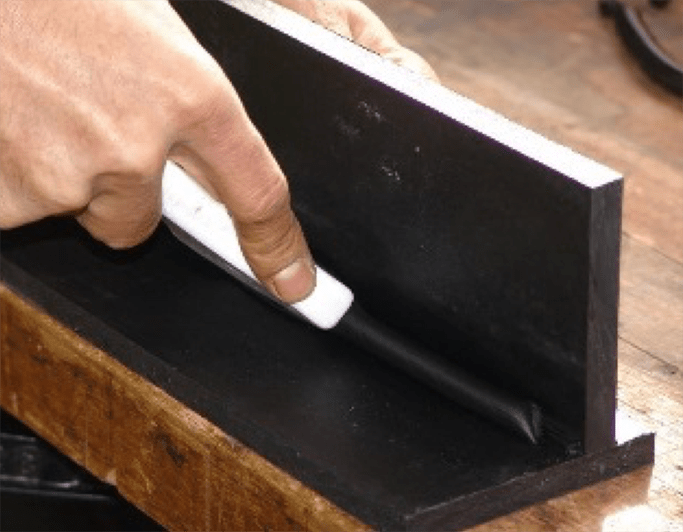
- La saldatura ad aria calda con apporto di materiale
La saldatura a specchio è diffusa per assemblare tubi in PE e PP. Questa tecnica deve essere eseguita da personale qualificato. L’attrezzatura di saldatura è relativamente ingombrante, può essere utilizzata nello scavo o a bordo scavo. Questo processo è particolarmente interessante se il numero di saldature è importante.
Anche se non è normalizzata per il PVC, questa tecnica di saldatura dà ottimi risultati per particolari applicazioni eseguite in officina.
Si noti che questo metodo di saldatura crea un piccolo rigonfiamento all’interno e all’esterno della canalizzazione.

La saldatura con manicotto elettrosaldabile è molto diffusa per assemblare tubi in PE, ma è più rara per tubi in PP. Questa tecnica deve essere eseguita da personale qualificato. Questa procedura comporta numerose fasi di lavoro più difficili da controllare rispetto alla saldatura a specchio: raschiatura, pulizia, ovalizzazione, graffi sulla superficie del tubo, umidità, tolleranze delle dimensioni, regolarità della fonte di energia, tensioni durante il lavoro di saldatura.
L’attrezzatura di saldatura è poco ingombrante, può essere utilizzata nello scavo o in officina. Questo metodo è, tra l’altro, interessante per l’assemblaggio di elementi prefabbricati.

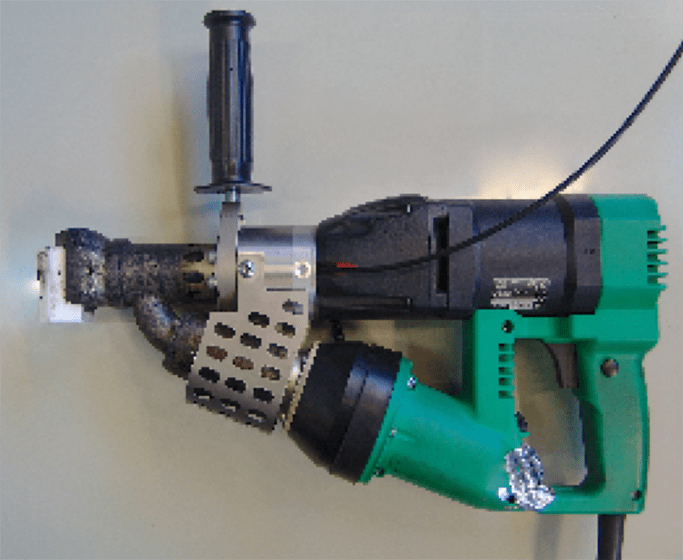
La saldatura ad aria calda con apporto di materiale viene utilizzata principalmente nelle officine di carpenteria sulla plastica. Questa tecnica permette anche di fare riparazioni in cantiere.
Questo tipo di dispositivi permette di saldare tra di loro PVC, PE e PP. Il materiale di apporto è sotto forma di barre triangolari o circolari.
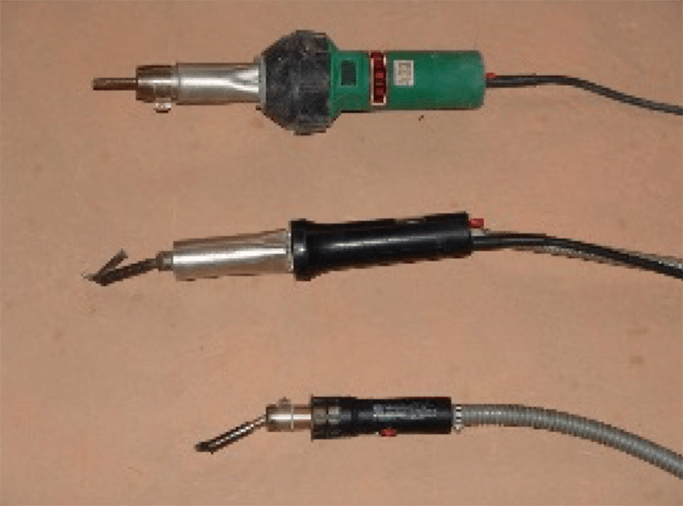

Questo tipo di estrusore permette di saldare tra di loro PE e PP. Il materiale di apporto è in forma granulare. Questo sistema permette di scegliere la larghezza del cordone di saldatura e di accedere ad aree di accesso limitato.
Questo tipo di pistola-estrusore permette la saldatura tra di loro PE, PP e PVC. Il materiale di apporto è sotto forma di filo di sezione circolare. Questo sistema permette di scegliere la larghezza del cordone di saldatura.

Vedi anche " Le saldature Canplast "
I test di saldatura
Le saldature possono essere testate in diversi modi :
Il test ad acqua consiste nel riempire il pozzetto o il serbatoio con acqua e verificare la tenuta stagna dell’opera.
Il test a pressione viene utilizzato per verificare la tenuta stagna e la resistenza degli elementi destinati alla distribuzione di gas e acqua potabile.
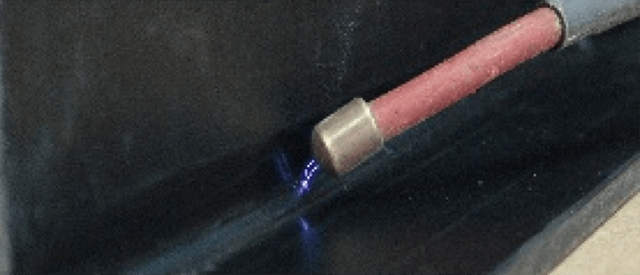
Il test ad arco elettrico permette di rilevare anche i più piccoli difetti. A tal fine, un elemento metallico deve essere disposto sul lato opposto o all’interno del cordone di saldatura.

Rinfianco dei tubi
Il rinfianco viene effettuato secondo i requisiti delle norme in vigore. Le norme europee prevedono solo il rinfianco con sabbia e ghiaia.
La norma SIA 190 propone due tipi di rinfianco per tubi di plastica :
- con ghiaia, profilo U1/V1
- con calcestruzzo, profilo U4/V4
Il rinfianco del tubo con calcestruzzo è necessaria nei seguenti casi :
- Quando il calcolo delle deformazioni secondo la norma SIA 190 supera il 5% consentito.
- Quando si è in proprietà privata e la norma SN 592000 lo richiede.
- Se la copertura è ridotta e c’è il rischio di carichi di traffico.
Il rinfianco del tubo con calcestruzzo è raccomandato nei seguenti casi :
- Quando la pendenza della canalizzazione è bassa, per esempio, meno del 2%.
- Quando la pendenza della canalizzazione è forte, per esempio, più del 10%.
Attenzione ! La norma SIA 190 non prevede in nessun caso un rinfianco parziale di calcestruzzo per tubi in plastica. Il letto di posa, che permette di regolare bene il fondo dello scavo, non deve essere realizzato in calcestruzzo con il resto del rinfianco in ghiaia. Il tubo in plastica non sopporta l’appoggio su un punto duro.

Importanza della qualità del rinfianco
Il rinfianco del tubo con materiali ghiaiosi richiede una cura particolare:
- Si consiglia di utilizzare materiali facili da collocare e compattare.
- Lo scavo deve essere sufficientemente ampio per consentire un buon compattamento laterale.
- La larghezza dello scavo dipende dal diametro del tubo.
- Per garantire un corretto compattamento, è importante lavorare a strati.
- Più il tubo è rigido, meno probabilità ha di deformarsi durante l’installazione.
- La qualità del metodo di posa e la compattazione influenza di più deformazione futura del tubo.
- La scelta di un tubo di rigidità superiore non è una garanzia contro la deformazione. La qualità dell’installazione più influenza sulla deformazione che la rigidità nominale del tubo. Esempio: a parità di profondità e di carichi di traffico, un tubo SN 2, ben rinfiancato, si deforma meno di un tubo SN 8 con un rinfianco di qualità media. Il calcolo delle deformazioni secondo la norma SIA 190 evidenzia l’importanza di una corretta messa in opera.
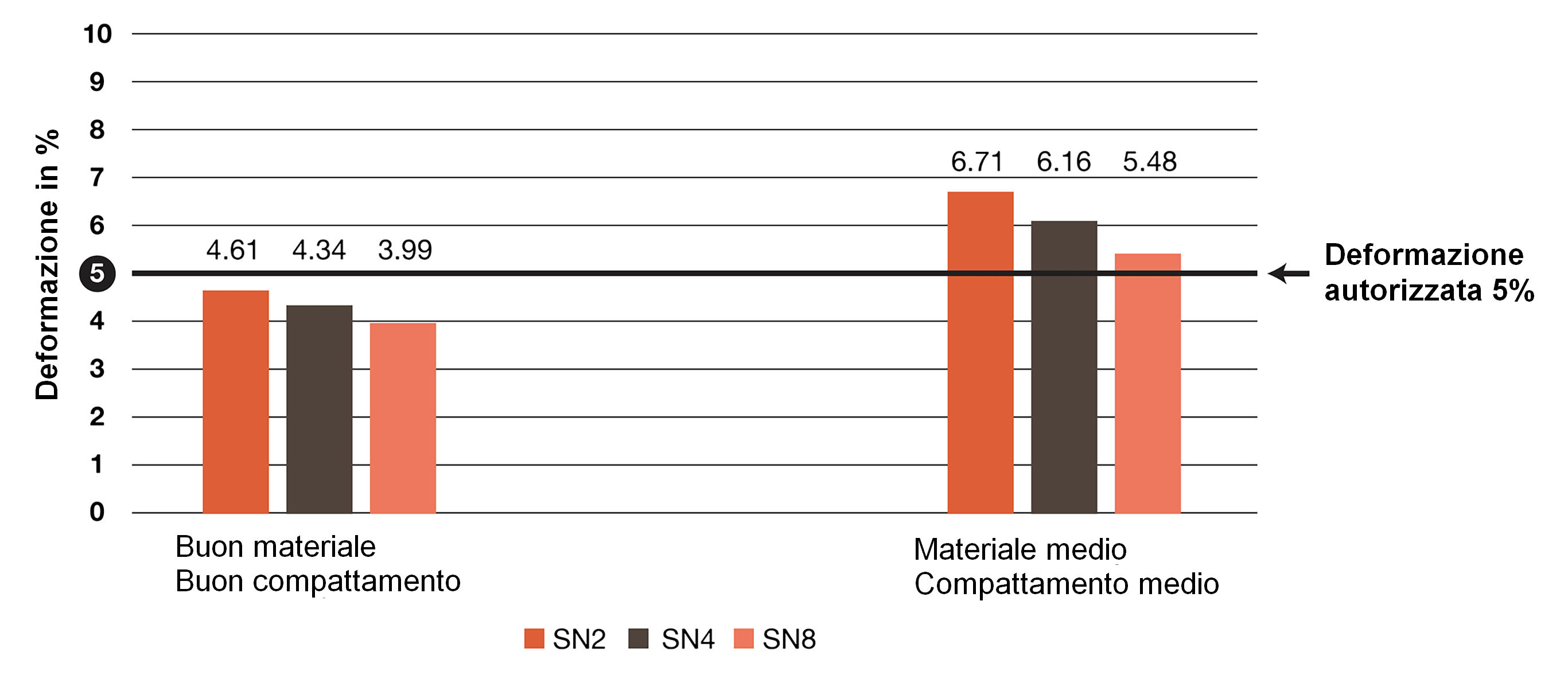
La tabella qui sopra corrisponde all’altezza di copertura di 2,5 m con carichi di traffico 1+2+3, secondo la norma SIA 160
Eco-Devis / Eco Bau
Da quando il CRB ha creato un sistema di classificazione dei materiali in base all’ecologia, il polietilene e il polipropilene occupano una posizione molto buona nella classifica. Ciò che è nuovo e che pochi operatori sanno è l’eccellente posizionamento in classifica del "nuovo" PVC. Infatti, la sostituzione della stabilizzazione a base di piombo con stearati di calcio e di zinco o di materie organiche ha cambiato l’immagine del PVC. Da quando è stata eliminata la stabilizzazione del piombo, il PVC è stato classificato nella categoria dei prodotti altamente raccomandati. Vedere anche "Tubi in PVC compatto, ecologico".
Riciclaggio
Con l’attività delle sue officine, Canplast produce più di 70 tonnellate di rifiuti all’anno. Le materie plastiche vengono selezionate, tagliate a pezzi e poi frantumate. Dopo vari trattamenti, queste materie vengono reintrodotte in nuove fabbricazioni. Vedere anche "Riciclaggio delle materie plastiche".
Prima di effettuare una descrizione dettagliata degli errori, si consiglia di leggere attentamente la norma EN 1610, che disciplina la messa in opera di collettori fognari. Questa norma definisce tra l’altro lo stoccaggio dei tubi, la larghezza dello scavo, lo spessore del letto di posa, l’altezza degli strati di compattamento, la qualità dei materiali di rifianco, la qualità del compattamento e il controllo della tenuta stagna.
Le guarnizioni a tenuta stagna
Fatta eccezione per i tubi corrugati, le serie di tubi SN 2, SN 4, SN 8 in PVC, PE o PP sono tutte compatibili. È importante non mischiare guarnizioni di dimensioni o produttori diversi. Ogni guarnizione si adatta a un particolare bicchiere d’incastro. Non è possibile garantire la tenuta stagna in assenza della guarnizione, anche se la canalizzazione è cementata.
La lubrificazione delle guarnizioni
Si consiglia di utilizzare il lubrificante fornito dal produttore del tubo. Non devono in nessun caso essere utilizzati prodotti a base di grassi minerali. Attaccano le guarnizioni in neoprene e le rendono porose.
Se l’operaio non ha il lubrificante, può applicare sapone liquido o molle.

L’incastro
Quando si raccordano tubi o pezzi speciali come curve o braghe, è importante che la spinta sia data nell’asse del tubo. Qualsiasi incastro obliquo rischia di far uscire la guarnizione dal bicchiere.
Durante la posa, si raccomanda di verificare visivamente che la guarnizione sia ben posizionata. La ricerca e la riparazione di una perdita sono molto costose.
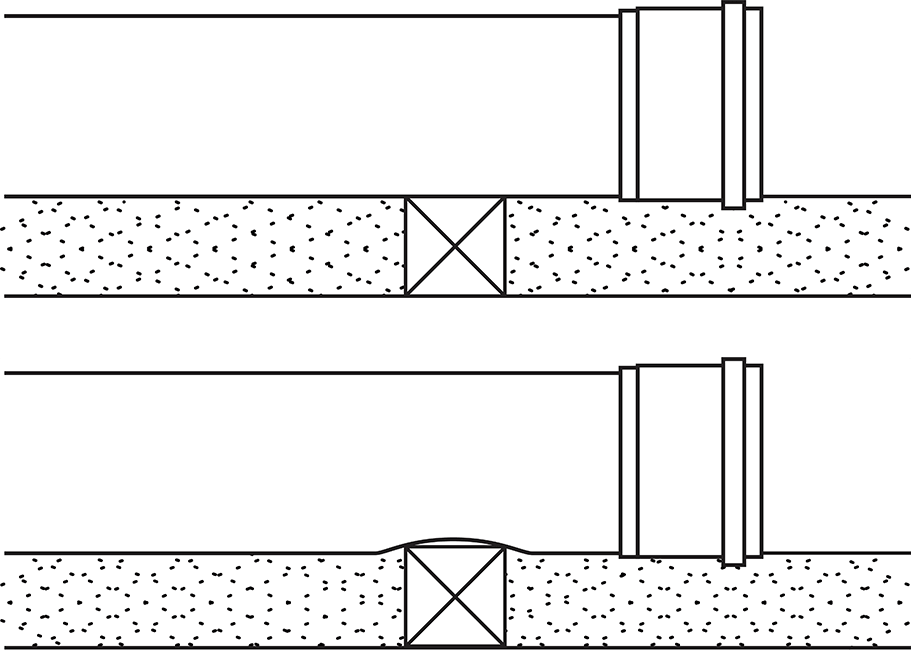
La regolazione del fondo dello scavo
I luoghi dove il fondo dello scavo è stato modificato devono essere opportunamente trattati per ripristinare la portata originale. La regolazione della pendenza è molto importante quando quest’ultima è ridotta. Gli spessori di regolazione in legno permettono la realizzazione precisa del letto di posa. Questi spessori devono obbligatoriamente essere rimossi dopo la regolazione e sostituiti da un apporto di materiale identico a quello della letto di posa.
L’abbandono degli spessori sul fondo dello scavo provoca la presenza di un punto duro sotto la canalizzazione che a volte può deformare il tubo. Tale deformazione può amplificarsi nel tempo, in quanto il legno si gonfia con l’umidità del terreno.
La posa del rinfianco
Il tubo deve essere fissato ed eventualmente appesantito per impedire qualsiasi movimento orizzontale o verticale.
Il compattamento da entrambi i lati del tubo è essenziale per limitare la deformazione futura del tubo sotto i carichi di traffico.
La presenza di materiali ghiaiosi in quantità troppo grandi sul tubo, nonché il compattamento in una sola volta causano una deformazione iniziale molto forte.
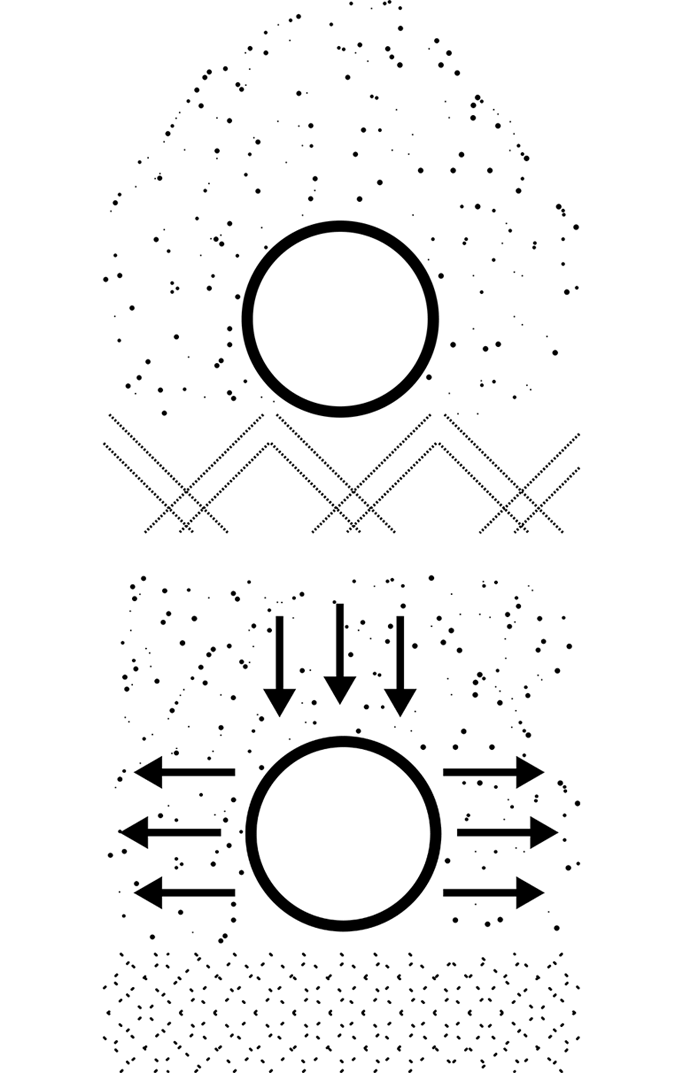

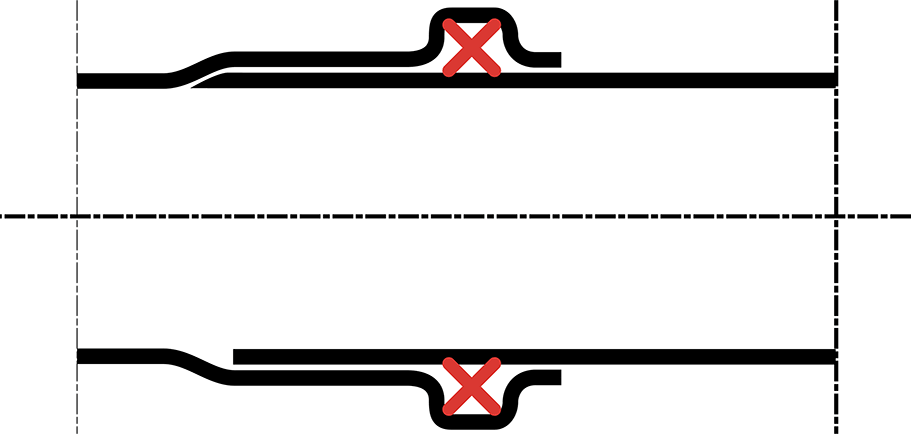
Il profilo di rinfianco non idoneo
Non è raro che un operaio o un supervisore dei lavori, credendo di fare bene, decida di cementare il letto di posa per garantire una pendenza perfetta e continui il rivestimento con materiali ghiaiosi per motivi economici.
I tubi in plastica (PVC, PE, PP) appartengono alla categoria dei tubi flessibili. Il loro rivestimento deve essere eseguito secondo la norma SIA 190.
La realizzazione di un letto di posa in calcestruzzo crea un punto duro che concentra la reazione del terreno sotto la base della canalizzazione e la deforma.
La presenza di una pietra sotto un letto di posa in calcestruzzo deformerà la base del tubo durante il compattamento. Se il tubo non è molto resistente al punzonamento, può essere perforato. Se il tubo è di migliore qualità, si deformerà senza perforarsi.