



- PVC-Schweissen
- Schweissen von PE mit Haering©-Extruder
- Schweissen von PE und PP mit einem Extruder-Schweisskolben
1. Punktieren ist ein Vorgang, mit dessen Hilfe man für hochwertige Schweissergebnisse sorgt. Dieses Zusammenfügen im heissen Zustand ohne Materialzugabe ermöglicht es, den Raum zwischen einzelnen Elementen zu füllen und diese vor dem Schweissen leicht zu fixieren.

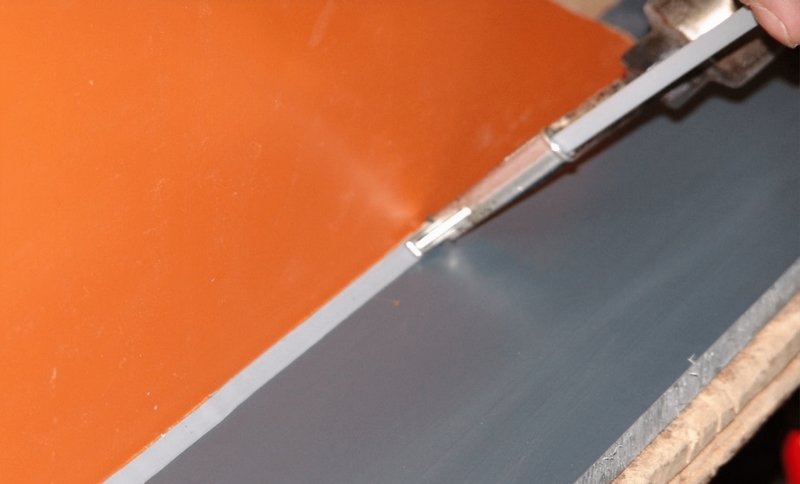
2. Das Schweissen erfolgt unter Verwendung einer entsprechenden Spitze. Das dazugegebene Material hat die Form dreieckiger Ringe. Die vom Gerät erzeugte Luft mit einer Temperatur von über 300°C erhitzt gleichzeitig die untere Fläche des Rings und die obere Fläche des Trägers.

3. Der auf den Ring und die Schweissspitze ausgeübte Druck schafft ausreichenden Druck auf die Schweissspitze, womit für hervorragende Haftung gesorgt wird. Die orange oder graue Farbe des PVC spielt beim Schweissen keine Rolle, denn es handelt sich einfach um dasselbe Material mit verschiedenen Farbstoffen.
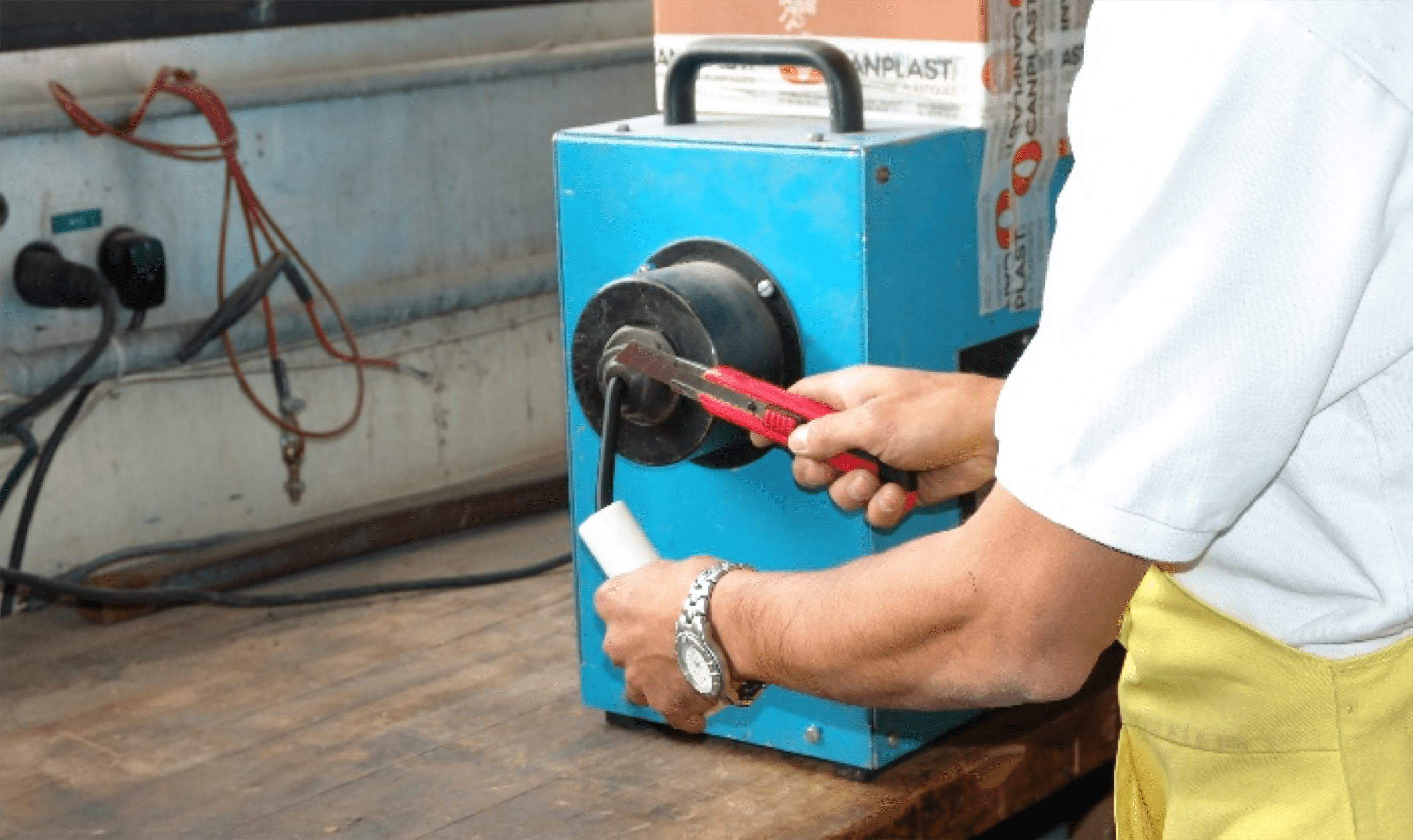
1. Der Rohstoff hat die Form von PE Granulat (Polyethylen). Er wird in das Silo gegeben, das sich über dem Extruder befindet.

2. Mittels eines „Föhns“ erhitzt der Arbeiter die bereits punktierten Elemente. Seine Erfahrung ermöglicht es ihm, die Temperatur der Stütze zu testen, indem er mit einer Metallspitze auf den Stoff drückt, der sich je nach Hitze erweicht.

3. Der Extruder erhitzt den dazugegebenen Stoff auf eine Temperatur von ca. 220°C und verleiht ihm eine Würstchenform mittels Düsen unterschiedlicher Grösse. Der Arbeiter befördert diese Schweisswulst ins Innere einer Teflon-Rohrleitung und bringt diese am Träger an.
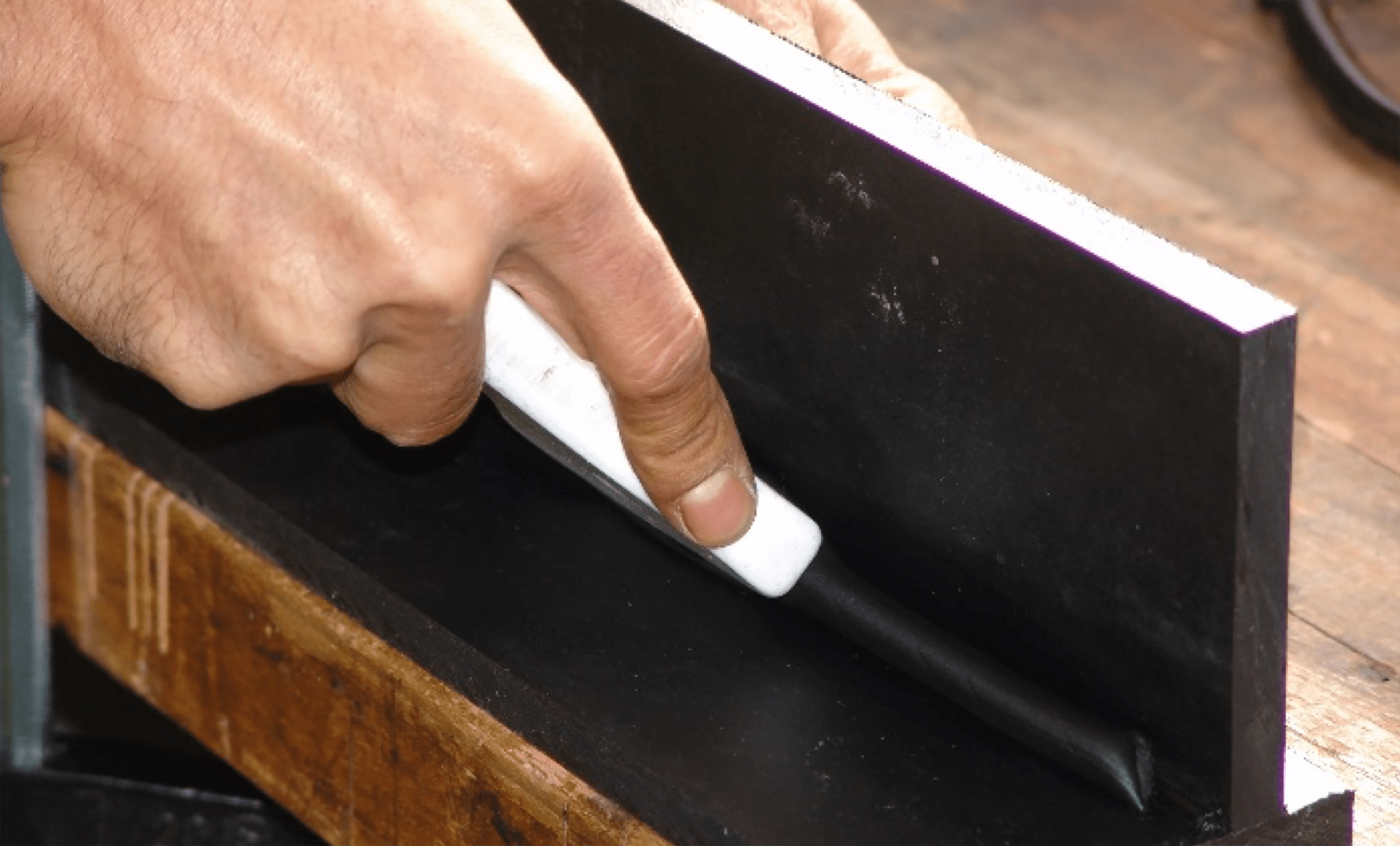
4. Für alle Arten des Kunststoffschweissens müssen die Temperaturen der Stütze und des dazugegebenen Materials unbedingt identisch sein, und der Anpressdruck muss eingehalten werden. Zu diesem Zweck muss die Schweissstelle mit einer Teflon-Spachtel zugedrückt werden.
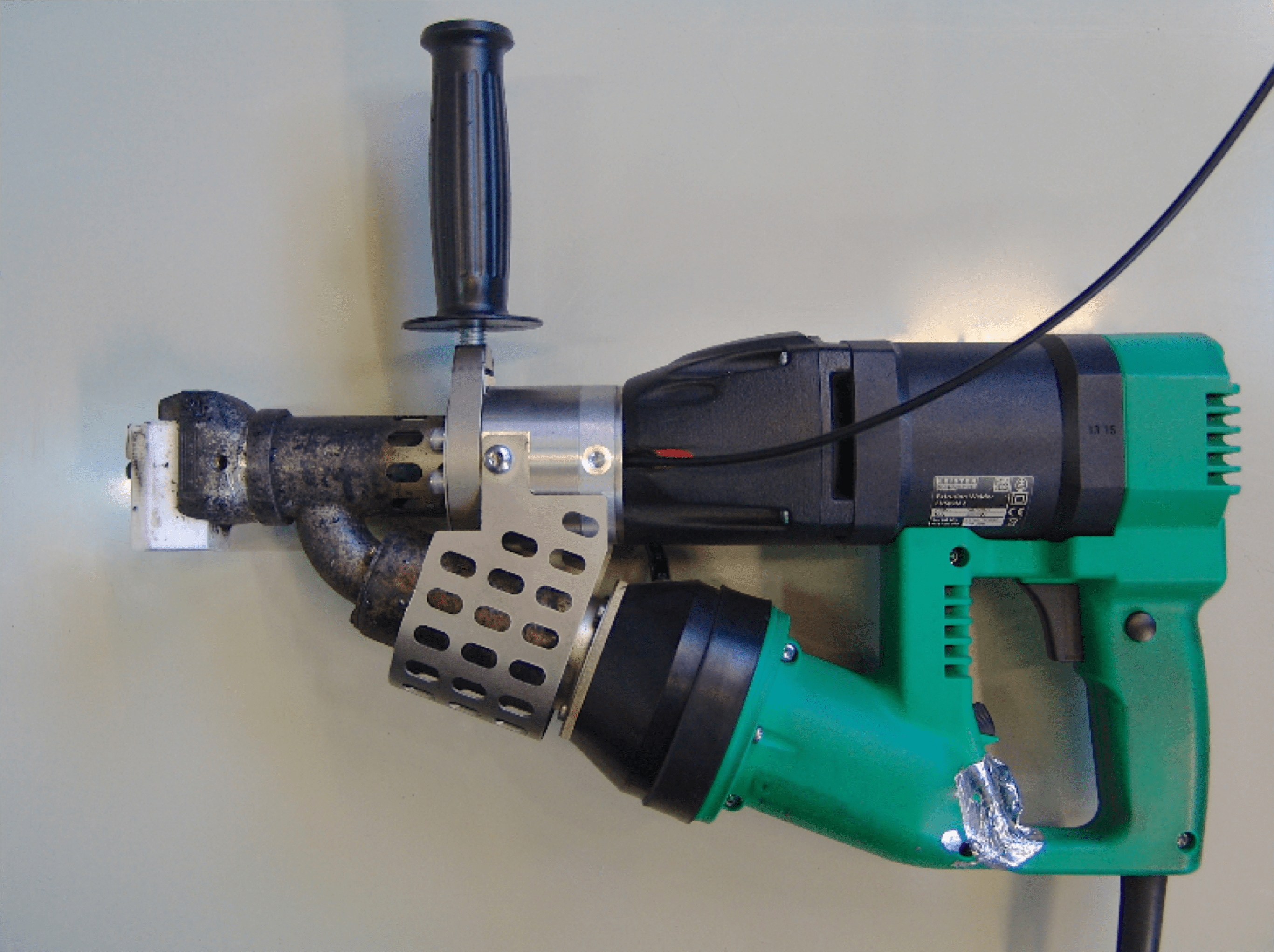
1. Der Extruder-Schweisskolben wird zum Schweissen von PE (Polyethylen) und PP (Polypropylen) verwendet. Der Rohstoff wird in Form eines Drahtes mit einem Durchmesser von 4 oder 5 mm dazugegeben. Das auf 200-220°C erhitzte Material wird durch die Anlage mittels eines Schneckengetriebes bewegt. Eine ähnliche Anlage wurde speziell zum Schweissen von PVC entwickelt.
2. Das Punktieren, welches unter „Schweissen von PVC“ beschrieben wird, ist sowohl bei PE und PP, als auch bei PVC notwendig. Bei PE und PP ist ein Aufrauhen der Oberfläche vor dem Schweissen zwingend notwendig.
Die zu verschweissenden Elemente werden mittels einer Heissluftdüse erhitzt, die sich im vorderen Teil des Schweisskolbens befinden. Der Teflon-Schuh, der sich im vorderen Teil des Schweisskolbens befindet, wird je nach Form und Grösse der gewünschten Schweissnaht ausgewählt.

3. Schweissen eines PE-Schachtbodens mittels eines Extruder-Schweisskolbens. Informationen zum Schweissen in engen Räumen finden Sie in «Schweissenvon PE mit Haering©-Extruder»
